

发布时间:2024-07-02 23:18:13 浏览次数:1 公司名称:[红河]绿洲金属科技有限公司
| 最小起订 | 10米 |
|---|---|
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 201 304 316 |
| 产品品牌 | 绿洲金属 |
| 发货城市 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国发货 |
| 产品颜色 | 按图纸要求 |
| 是否进口 | 否 |
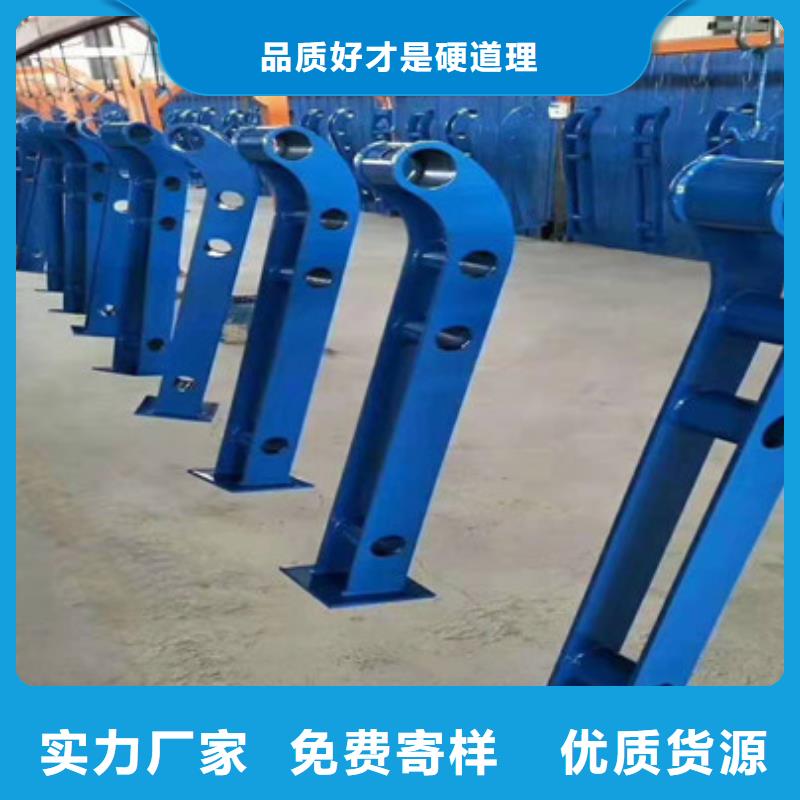


聊城市绿洲金属科技有限公司位于知名钢管生产基地-山东聊城,系一家专业从事各种规格不锈钢复合管制作及其护栏工程的设计、生产、销售与安装的大型生产企业,拥有一整套完善的生产运营模式,并且拥有专业的施工团队;本厂占地面积15000多平方米,实力雄厚,拥有完整的不锈钢及不锈钢复合管生产线八条,以及各类金属加工设备多套(数控等离子切割机、冲床、冼床等),还拥有独立的护栏钢板立柱喷塑车间,能够根据客户要求定制加工,从而更好地处理好钢板表面效果。

 不锈钢复合管护栏焊接要点及注意事项
1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。
2.不锈钢复合管利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。
3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。
5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。
不锈钢复合管护栏焊接要点及注意事项
1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。
2.不锈钢复合管利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。
3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。
5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。

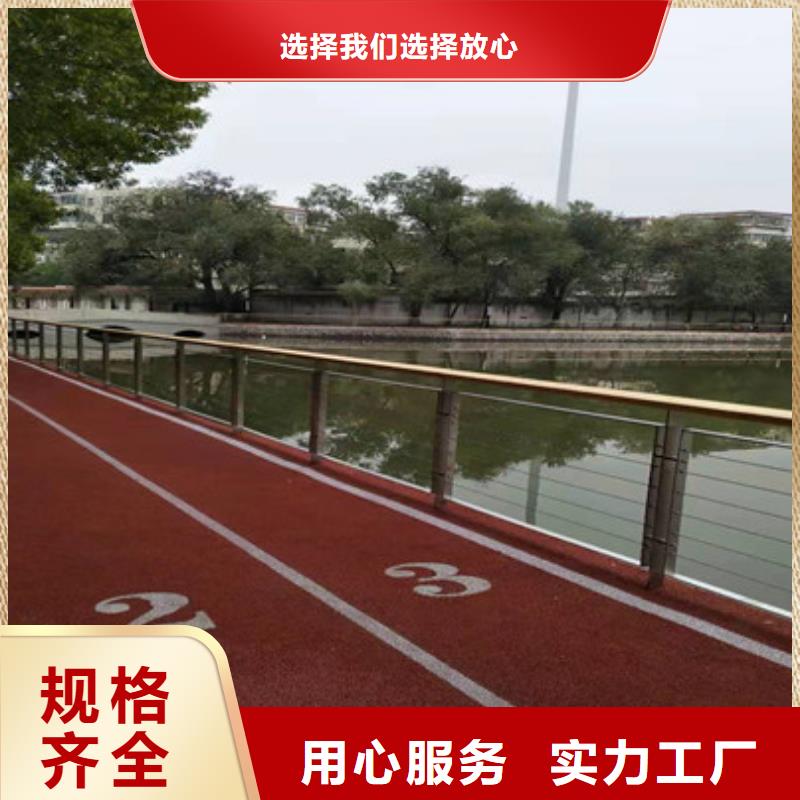
 不锈钢复合管护栏施工准备
1、材料及主要机具:
⑴、不锈钢复合管:面管用Φ89管、Φ32管,其它按设计要求选用,必须有质量证明书。
⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。
⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。
2、作业条件
⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底。
⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。
⑶、现场供电应符合焊接用电要求。
⑷、施工环境已能满足不锈钢复合管护栏施工的须要 根据施工图纸和设计要求,严格执行工程质量标准,材料的品种、规格、型号、厚度必须符合工程和设计要求,焊口满焊,打磨光滑平整。喷塑做到无流挂,光亮度强,表面清洁干净,做到上表美观,制作尺寸准确,产品做到横平竖直,符合设计要求及验收标准。
安全文明施工要求: 不锈钢复合管护栏施工前,必须对工人进行安全教育与培训工作。监督工人必须严格按照建筑施工安全操作规程的要求施工,杜绝人员伤亡事故的发生。
不锈钢复合管护栏施工准备
1、材料及主要机具:
⑴、不锈钢复合管:面管用Φ89管、Φ32管,其它按设计要求选用,必须有质量证明书。
⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。
⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。
2、作业条件
⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底。
⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。
⑶、现场供电应符合焊接用电要求。
⑷、施工环境已能满足不锈钢复合管护栏施工的须要 根据施工图纸和设计要求,严格执行工程质量标准,材料的品种、规格、型号、厚度必须符合工程和设计要求,焊口满焊,打磨光滑平整。喷塑做到无流挂,光亮度强,表面清洁干净,做到上表美观,制作尺寸准确,产品做到横平竖直,符合设计要求及验收标准。
安全文明施工要求: 不锈钢复合管护栏施工前,必须对工人进行安全教育与培训工作。监督工人必须严格按照建筑施工安全操作规程的要求施工,杜绝人员伤亡事故的发生。
